Fresnel lenses and diffractive optical elements (DOEs) are often discussed as if they’re interchangeable.
They’re not.
They solve different problems, fail in different ways, and place very different demands on manufacturing and system design. Confusing the two usually leads to mismatched expectations — especially around efficiency, wavelength behavior, and tolerances.
This comparison exists to answer a simple question engineers actually ask:
Which one makes sense for my system, given how it will really be built and used?
What a Fresnel lens actually is
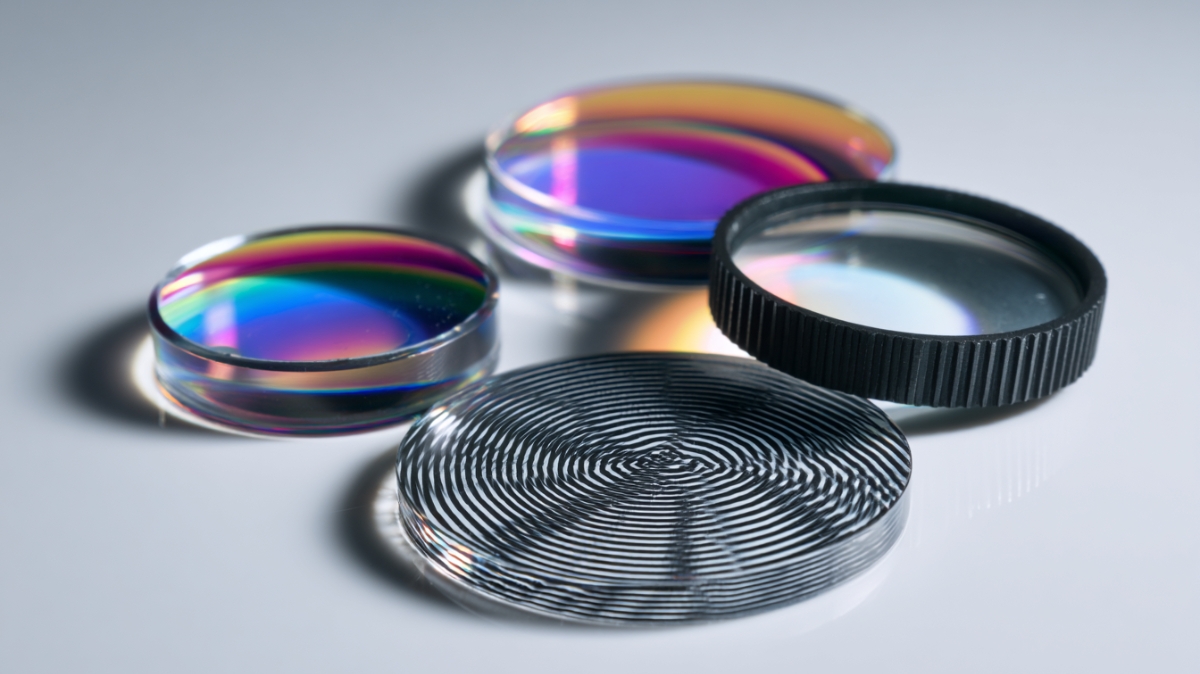
A Fresnel lens — specifically a phase Fresnel lens, which is a type of diffractive optic — is a refractive lens approximation implemented using concentric phase steps instead of a continuous surface.
Its goal is straightforward:
replicate the optical power of a conventional lens
with much less thickness and mass
Key characteristics:
operates primarily through refraction
has a defined focal length
behaves predictably over a limited wavelength range
still introduces Fresnel-related artifacts
It is best thought of as a thin refractive lens with compromises, not a purely diffractive pattern.
What a diffractive optical element actually is

A DOE is a phase-structured surface designed to shape light intentionally through diffraction.
Rather than approximating a traditional lens, a DOE is often designed to:
split beams
reshape intensity distributions
correct specific aberrations
perform multiple optical functions at once
Key characteristics:
inherently wavelength-dependent
strongly sensitive to feature geometry
performance tied directly to fabrication accuracy
behavior is defined by interference, not refraction
A DOE is not a thinner lens.
It’s a patterned wavefront manipulator.
Where people get this wrong
The most common mistake is assuming:
“Both are diffractive, so the differences are minor.”
They aren’t.
A Fresnel lens is usually chosen to replace a refractive element.
A DOE is chosen to do something refractive optics can’t easily do at all.
That distinction matters.
Optical behavior in real systems
Wavelength sensitivity
Fresnel lenses are relatively tolerant across narrow wavelength bands
DOEs are explicitly wavelength-dependent and often optimized for a single wavelength or narrow band
If your source wavelength drifts or broadens, DOEs will show it immediately.
Efficiency
Fresnel lenses typically offer higher usable efficiency for simple focusing
DOEs trade efficiency for functionality
High diffraction efficiency is achievable with DOEs, but only under tightly controlled conditions.
Stray light and artifacts
Fresnel lenses introduce groove-edge scatter and ghosting
DOEs introduce diffraction orders and unwanted energy redistribution
Neither is artifact-free — they just fail differently.
Manufacturing reality (where decisions get made)

Feature scale
Fresnel features are typically larger and more forgiving
DOE features can be extremely fine and unforgiving
This directly impacts:
tooling complexity
replication yield
sensitivity to process drift
Tolerance sensitivity
Fresnel performance degrades gradually
DOE performance can degrade abruptly
A small dimensional error that barely matters for a Fresnel lens can completely change how a DOE behaves.
Polymer optics considerations
Both elements can be made in polymers, but the risks differ.
With polymers:
thermal expansion matters
long-term dimensional stability matters
replication fidelity matters
DOEs tend to be less forgiving of polymer behavior over time, especially in environments with temperature cycling or humidity exposure.
Fresnel lenses generally tolerate polymer variability better — but still require validation.
When a Fresnel lens makes sense
Fresnel lenses are usually the better choice when:
you need a thin focusing element
wavelength range is known and limited
efficiency matters more than complex beam shaping
manufacturing robustness is important
the optic must behave predictably over time
They are often selected for practical systems, not experimental ones.
When a DOE makes sense
DOEs are the right tool when:
the optical function cannot be achieved with refractive optics
beam shaping or splitting is required
system complexity must be reduced
wavelength and angle conditions are tightly controlled
the application tolerates sensitivity and complexity
They shine in purpose-built systems, not general ones.
Comparison summary
Primary function: Fresnel Lens (Thin focusing), Diffractive Optical Element (Wavefront shaping)
Wavelength sensitivity: Fresnel Lens (Moderate), Diffractive Optical Element (High)
Efficiency: Fresnel Lens (Higher for simple optics), Diffractive Optical Element (Function-dependent)
Manufacturing tolerance: Fresnel Lens (More forgiving), Diffractive Optical Element (Highly sensitive)
Polymer suitability: Fresnel Lens (Better), Diffractive Optical Element (More constrained)
Failure mode: Fresnel Lens (Gradual degradation), Diffractive Optical Element (Abrupt behavior change)
The real decision driver
The right question is not:
“Which is better?”
It’s:
“Which one fails in a way my system can tolerate?”
That’s the engineering truth behind this comparison.
Bottom line

Fresnel lenses and diffractive optical elements are not substitutes for each other.
They represent different philosophies of optical design:
one prioritizes predictable behavior
the other prioritizes functional flexibility
Choosing correctly requires understanding:
how the optic will be made
how it will be used
how it will age
and what happens when it’s no longer ideal
That’s where real systems succeed or fail.
How Apollo Supports The “Buildable And Provable” Version Of The Design
Once you’re past definitions and into pass/fail requirements, the work shifts from “can it work” to “can we build it consistently and prove it every time.”
Apollo supports that transition by:
Converting optical requirements (wavelength/bandwidth, MTF/contrast or uniformity targets, stray light limits) into a manufacturable architecture Fresnel/DOE, refractive Fresnel, or hybrid using DFM-style review and tolerance thinking.
Keeping prototypes production-honest so early validation reflects the realities of volume builds, not a one-off lab success.
Building verification into the plan early, what gets measured on the optic versus in the assembled system, and what pass/fail looks like in the conditions you actually operate in.
Advising on optical-grade polymer selection based on environment, cleaning/handling exposure, and durability requirements that can shift performance over time.
At this stage, what matters most is repeatability and proof: ISO 13485 alignment for regulated programs, in-house optical metrology/testing, and an end-to-end workflow under one roof (design → build → coat/assemble → verify) that reduces handoffs and variability.
If you’re weighing Fresnel/DOE versus refractive or hybrid options, talk with Apollo about a short architecture-and-verification review to confirm what’s buildable, measurable, and scalable before you lock the design.
Conclusion
Fresnel and diffractive optics aren’t competing labels; they’re often the same conversation at different levels. The real decision is whether a phase-based approach helps your system hit its target without introducing bandwidth sensitivity, stray light behavior, or verification gaps you can’t control once you leave the bench.
If you take one thing from this comparison, let it be this: don’t lock an architecture on thickness or novelty. Lock it on the metric your product is judged on: MTF/contrast, uniformity/pattern accuracy, or sensing contrast, and make sure the design is manufacturable and measurable in the final package. That’s where many “good designs” quietly fail.
When the requirements are clear and the verification plan is real, the choice between refractive Fresnel, Fresnel/DOE, or a hybrid stops being philosophical. It becomes a controlled engineering decision you can scale.
FAQs
What’s the difference between a Fresnel lens and a Fresnel zone plate?
A “Fresnel lens” in products is usually refractive (a conventional lens collapsed into steps), while a Fresnel zone plate focuses primarily through diffraction/interference. They look similar (rings), but behave differently.
Why are diffractive optics more sensitive to wavelength and bandwidth?
Diffractive optics work by shaping the phase and rely on interference effects, so performance often shifts more noticeably with wavelength than purely refractive designs. That’s why you need the operating band and bandwidth defined early.
Do diffractive/Fresnel elements increase stray light or ghosting?
They can, depending on design details and how energy distributes into different behaviors (e.g., artifacts/structure and scatter). Treat stray light as a requirement with a test method, not as something to “tune out” later.
Can diffractive optics be made thin and lightweight compared with refractive optics?
Often yes—thin, compact form factors are a common reason teams use diffractive optics, especially in micro-optics contexts. The practical constraint is whether performance remains stable under real system variation.