Why are medical optics different from other optical components?
Medical optical systems operate in environments where performance, reliability, and traceability matter more than novelty. Optical components used in medical devices often influence diagnostic accuracy, image clarity and repeatability, patient safety, and regulatory approval timelines. As a result, medical optics must be designed and manufactured with validation and lifecycle behavior in mind, not just nominal optical performance.
What do medical optics typically include?
Medical optical systems may incorporate components such as lenses and lens assemblies, windows and protective covers, filters and coated substrates, illumination and beam-shaping optics, and integrated optical subassemblies. These components appear in applications including diagnostic imaging, surgical visualization, ophthalmic instruments, and sensing and monitoring devices. Each application places different demands on optical quality, durability, and stability.
What optical performance matters most in medical devices?
In medical optics, the most critical performance factors are often repeatability over time, stability across operating conditions, predictable behavior under sterilization or cleaning (where applicable), and controlled distortion and image consistency. Peak performance at initial inspection is less important than performance that remains stable throughout use and reprocessing.
What material selection considerations apply to medical optics?
Material choice affects optical transmission and wavelength compatibility, thermal and mechanical stability, resistance to cleaning agents or sterilization methods, and long-term dimensional behavior. Medical optics may use glass, optical polymers, or coated or hybrid materials. Each material introduces trade-offs. Polymer optics, for example, can offer integration and weight advantages but require careful control of thermal behavior and long-term stability. Material decisions should be made early and validated against real use conditions.
What manufacturing and process control factors matter for medical optics?
In medical applications, manufacturing consistency is as important as design intent. Key considerations include stable and documented processes, realistic tolerance allocation, repeatability across production lots, and controlled changes and traceability. A medical optic that cannot be manufactured consistently becomes a regulatory and quality risk, regardless of how well prototypes perform.
What quality systems and validation expectations apply to medical optics?
Medical optics typically fall under quality system requirements such as documented inspection and test methods, traceability of materials and processes, defined acceptance criteria, and change control and risk management. Validation often includes functional optical testing, environmental or lifecycle testing, and verification after coating or post-processing. Assumptions must be replaced with measured, documented results.
What environmental and lifecycle considerations affect medical optics?
Medical optical components may experience repeated cleaning or disinfection, long periods of continuous use, temperature variation, and mechanical handling or adjustment. Performance must be validated not only at delivery, but after exposure to representative operating and maintenance conditions. Short-term success does not guarantee long-term reliability.
What scale-up and design transfer realities apply to medical optics?
Many medical optical systems begin in research or early development, then pilot or limited production. Transitioning to volume introduces new risks including tool replication, process drift, and variation that was invisible at small scale. Designs that anticipate scale early are easier to validate and sustain.
How should engineers evaluate medical optics partners?
Rather than asking who 'makes medical optics,' engineers should ask: How is optical performance verified and documented? How stable is performance over time and environment? What materials and processes are controlled under a quality system? How are changes managed and communicated? What validation data exists beyond initial inspection? Clear answers to these questions matter more than broad capability claims.
What is the practical takeaway for medical optics design?
Medical optics are regulated system components, not interchangeable parts. Successful medical optical designs come from realistic performance requirements, disciplined material selection, manufacturing-aware tolerances, validation under real conditions, and alignment with quality and regulatory expectations. That discipline reduces risk — technically and procedurally.
Medical optics are precision optical components used in healthcare devices like endoscopes, diagnostic equipment, and medical sensors. They manipulate light for imaging, sensing, and therapeutic applications while meeting strict biocompatibility and quality standards.
What are some medical optics examples?
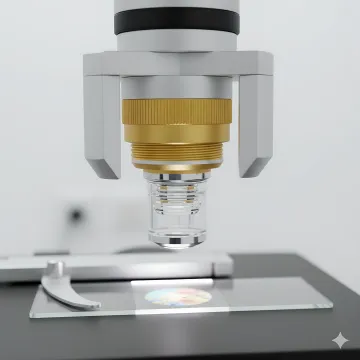
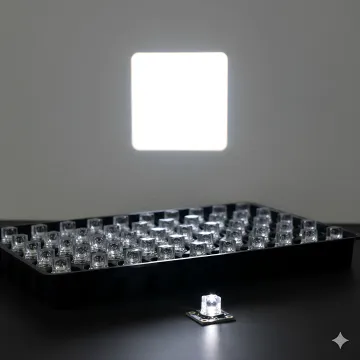
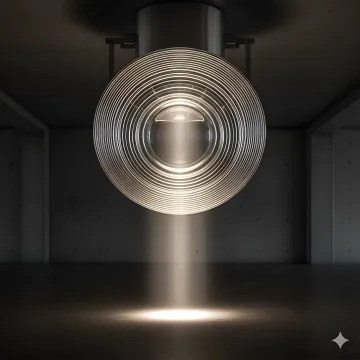
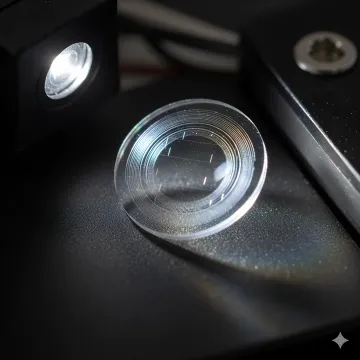
Common examples include microscope objective lenses for diagnostic imaging, optical windows for endoscopes, beam splitters for surgical systems, LED lenses for examination lights, and diffractive elements for vision correction devices and photoplethysmography sensors.
What certifications are required for medical optical components?
Medical optics typically require ISO 13485 certification for quality management systems. Depending on the application, components may also need to meet FDA regulations, biocompatibility testing (ISO 10993), and sterilization compatibility standards.
What materials are used in medical optics manufacturing?
Common materials include PMMA (acrylic), polycarbonate, polystyrene, and cyclic olefin polymers (COP/COC) for their optical clarity, chemical stability, biocompatibility, and cost-effectiveness compared to traditional glass optics.
How are polymer optics different from glass optics for medical devices?
Polymer optics are lightweight, more cost-effective, and offer design flexibility with integrated mounting features. They're chemically stable, non-toxic, and can be manufactured with complex geometries through injection molding for high-volume production.
What manufacturing tolerances are achievable for medical optics?
Precision medical optics can achieve concentricity of 0.002-0.025mm, center thickness tolerance of ±0.005-0.025mm, surface roughness below 50 Å RMS, and radius of curvature tolerance within ±0.1-1% depending on the manufacturing method.
What lead times should I expect for custom medical optical components?
Lead times vary based on complexity and volume. Prototype components via diamond turning typically take 4-8 weeks, while high-volume injection molded parts require tooling development (8-12 weeks) followed by production runs.